|
|
|
|
|
|
|
|
|||||||
|
|||||||
Марсель Шарифуллин
|
| Поработав у макаронного пресса с недельку, Скуперфильд придумал пристроить к прессу небольшое колесико с выступом. Колесико, вращаясь, время от времени нажимало на кнопку выступом и тем самым автоматически включало электрический нож. Благодаря этой рационализации Скуперфильду уже не нужно было нажимать каждый раз на кнопку, когда макаронина достигала необходимой длины, и он смог работать уже не на одном, а сразу на двух прессах. Он говорил, что на этом не остановится и добьется того, чтоб машина автоматически регулировала густоту макаронного теста и сама добавляла сколько нужно муки и воды. Н. Носов "Незнайка на Луне" |
В апрельском номере журнала "Курсив" была опубликована моя статья "Вспомогательные операции - это не те, которые помогают, а те, которые мешают", посвященная автоматизации вспомогательных операций в процессе офсетной печати. Статья, предлагаемая Вашему вниманию на этот раз, является логическим продолжением этой темы. В ней речь пойдет о системах управления качеством печати.
Начнем с систем, основным назначением которых является достижение и удержание высокого качества печатной продукции. Понятие качества многогранно, это удерживание необходимого цветового тона изображения по площади отпечатка и на протяжении тиража, отсутствие марашек, царапин, тенения и т.п., а также постоянное поддержание точного совмещения цветов на печатных оттисках. Рассмотрим по порядку эти параметры качества, а также системы, автоматизирующие контроль за ними.
Ключевым моментом для получения хороших отпечатков является поддержание стабильного водно-красочного баланса на поверхности печатной формы. Для достижения этой цели важно постоянство подачи и состава увлажняющего раствора. Этой теме была посвящена одна из прошлых моих статей в журнале Курсив (#_, 1997г. "Химическая реакция в печатной машине"). Напомним основные требования: жесткость пропорций, минимально-возможное количество компонентов, особенно увлажняющего раствора, стабильность подачи и состав увлажняющего раствора и краски.
Для многих уже не новость, что высококачественную полноцветную продукцию невозможно получить без систем рециркуляции увлажняющего раствора. Ввиду широкого распространения таких аппаратов мы не будем подробно рассматривать их устройства. Скажем лишь, что увлажняющий раствор в таких машинах не пополняется из бутылок увлажнения, а циркулирует через специальные системы с баками большой емкости (не менее 20 л), постоянно фильтруется и охлаждается до оптимальной рабочей температуры.

Рис 1. Системы рециркуляции увлажняющего раствора
Наиболее развитые устройства, имеют в своем составе подсистемы автоматического поддержания концентрации спиртовых добавок, кислотности и электропроводности увлажняющего раствора. Перечисленные узлы приведены в порядке возрастания их стоимости и, соответственно, частоты практического использования.
Рециркуляционные аппараты не влияют прямым образом на поддержание необходимого водно-красочного балланса, но, обеспечивая постоянство состава увлажнения, его чистоту и температуру в рабочей зоне вносят свой вклад в стабильность печатного процесса.
Теперь рассмотрим системы, автоматически регулирующие подачу увлажнения на печатную форму. Такие системы обязательно должны иметь устройства обратной связи, и менять параметры своей работы в зависимости от текущей ситуации на печатной форме или печатном оттиске. Существуют схемы получающие информацию от формного цилиндра, они действуют быстрее и стоят дешевле, а также системы, имеющие датчики на ПВУ (приемно-выводном устройстве) и контролирующие выходящие оттиски. Эти механизмы работают точнее и учитывают все компоненты печатного процесса (в том числе качество офсетного полотна и бумаги).
Наиболее простые системы не имеют электронных компонентов и действуют за счет физико-химических процессов на поверхностях увлажняющих валиков. Для примера рассмотрим одну из таких систем увлажнения - Crestline, созданную американской фирмой Accel Graphics.
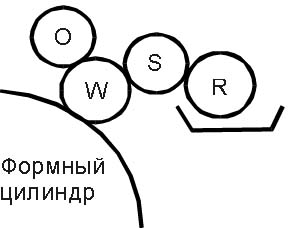
Рис 2. Система увлажнения Crestline
Система Crestline является системой пленочного увлажнения прямого действия (см. рис 2). В ней увлажняющие валики не касаются валиков красочного аппарата, за счет чего можно подавать воду или краску независимо друг от друга. Отличительной особенностью этой системы является ее саморегулируемость при одновременной подаче на форму краски и увлажняющего раствора. Валики увлажняющего аппарата сделаны из специальной резины, которая в сухом виде не смачивается водой и не способна передавать увлажняющий раствор от дуктора к форме. Но, офсетная краска, попадая на поверхность этих валиков, меняет их гидрофильность и способствует нормальной передаче влаги. Причем гидрофильная способность напрямую зависит от количества краски на этих валиках. Надеюсь, читатели уже догадались о схеме работы такой системы.
При резком увеличении подачи краски, на поверхности печатной формы скапливается много краски и нарушается водно-красочный баланс, что приводит к увеличению количества краски сначала на накатном, а затем и на других увлажняющих валиках. Гидрофильная способность этих валиков увеличивается, что ведет к увеличению подачи увлажняющего раствора. Таким образом предотвращается закатывание пробельных элементов на форме, и водно-красочный баланс автоматически приходит в норму. Аналогично система реагирует и на изменение подачи краски в меньшую сторону и так же самостоятельно уменьшает подачу увлажнения. Тем самым подача увлажняющего раствора автоматически регулируется, поддерживая стабильность работы.
За счет этого печатник может сконцентрироваться на более важных операциях, и меньше отвлекается на регулирование цветового тона на отпечатке. При необходимости, остается возможность регулирования подачи воды вручную, за счет изменения зазоров между валиками. Эта оригинальная система применяется на печатных машинах Ryobi 3300CR, 3302C. Разработаны модификации этой системы для установки на машины ABDick, Hamada, Multi, Toko и Heidelberg GTO.
Следующим рассмотрим наиболее современное устройство, ААС (Aqua Automatic System), созданное японской фирмой Ryobi. Это компьютеризированная система, предназначенная для автоматического поддержания толщины водной пленки на форме, была создана в 1996 году.
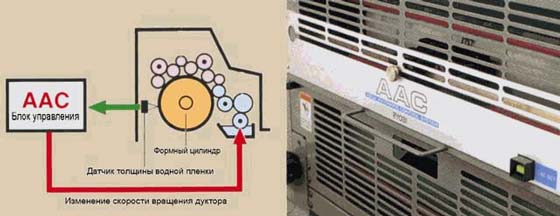
Рис 3. Система автоматического поддержания водно-красочного балланса
Ryobi ААС
Система имеет электронный датчик, расположенные вблизи формного цилиндра печатной машины. С его помощью во время печати непрерывно контролируется количество влаги на алюминиевой поверхности печатной формы. Чувствительность этого датчика такова, что регистрируются изменения толщины водной пленки на сотые доли миллиметра. Значение этой толщина постоянно высвечивается на цифровом дисплее. Таким образом мы получаем инструмент, достоверно информирующий печатника об одном из параметров печатного процесса (напомним, что на традиционных печатных машинах довольствуются лишь показаниями скорости вращения дукторного или дозурующих увлажняющих валов). При запусках печатных машин с этой системой наблюдался устойчивый процесс печати с мизерной подачей увлажняющего раствора. Форма казалась абсолютно сухой, но в тоже время шла нормальная печать без тенения и марашек на оттисках.
Кроме точного измерения, система ААС может автоматически регулировать подачу увлажнения. В электронном блоке управления, в зависимости от показаний датчика толщины водной пленки, вырабатываются командные импульсы на изменение скорости вращения дозирующего валика увлажняющего аппарата. За счет этого, во время работы печатнику достаточно один раз выйти при приладке на необходимый цветовой тон и включить автоматику, как система запомнит необходимое для работы количество увлажнения и будет в дальнейшем самостоятельно его поддерживать. Причем заметьте, что система реагирует быстрее, чем формный цилиндр успевает сделать один оборот, за счет этого моментально устраняются изменения водно-красочного баланса.
Причины же возникновения дисбалланса окружают нас со всех сторон. Это может быть увеличение или уменьшение скорости работы машины, подача другой бумаги с иными свойствами поверхности, изменение температуры поверхности валиков и формы, влажности и температуры окружающей среды (возникающие даже при открывании дверей или форточек в производственном помещении), т.е. факторы, реально встречающие при печати тиражей в любых типографиях. Так как система основывается на измерениях в конечном звене подачи увлажнения, она корректирует даже неоднородность состава увлажняющего раствора, вызывающие изменение ее поверхностного натяжения и смачивающей способности.
В устройствах, действующих через увлажняющий аппарат, как правило, контролировался лишь один параметр - количество подаваемого увлажняющего раствора. Перед системами, влияющими на красочный аппарат, стоит более сложная задача. Это не только регулирование общей подачей краски, но и зональное изменение ее по ширине изображения. Многие, наверное, помнят традиционные винты на красочном ящике, положение которых приходиться устанавливать перед печатью каждого тиража.
Перед тем, как рассматривать подробные реализации различных систем, попробуем сформулировать задачу, стоящую перед нами, и вычленить отдельные функции, которые необходимо автоматизировать.
Во-первых, необходимо обеспечить удобство зонной регулировки краски, ведь регулировка краски с помощью винтов, не имеющих даже примитивной шкалы, занимает много времени и потерь бумаги. Удобнее, если каждый регулировочный винт имеет круговую шкалу. Еще более приятно работать с ползунковыми регуляторами, тогда процесс выставления краски по этим линейкам занимает меньше времени.
Следующим этапом усовершенствования этого процесса можно назвать применение специальных выносных пультов управления. С их использованием, весь процесс регулирования сводиться лишь к нажатию нескольких клавиш, а исполнительные механизмы в виде отдельных серводвигателей на каждом сегменте красочных ножей сделают все сами. Такие пульты устанавливаются вблизи приемно-выводного устройства (ПВУ) машины, и печатник имеет возможность, не сходя с места, регулировать краску на всех секциях большой машины и в то же время наблюдать за выходящей продукцией. Картина с печатниками, бегающими вдоль длинной машины между секциями и приемкой, уходит в прошлое. Сейчас не только четырехкрасочные, но и двухкрасочные машины большого формата оснащаются таким устройством штатно. На сегодняшний день практически каждый производитель тяжелой техники имеет выносной пульт управления (Komori - PQS, Heidelberg - CPTronic, Rolland - PECOM, KBA - Ergotronic с встроенной Colortronic, Polly - INKFLOW). Для примера, рассмотрим устройство PCS (Printing Control System) от фирмы Ryobi.

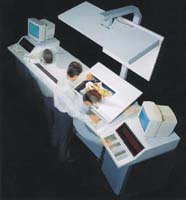
Рис 4. Выносные пульты управления
Такие пульты, как правило, имеют подставку для расположения полученного с машины оттиска и цветопробы оригинала, специальное освещение в этой зоне, а также ряд клавиш для изменения подачи краски в каждом сегменте. Многие пульты позволяют изменять высоту рабочей поверхности, ее наклон и оснащены дополнительными предметами, такими как шкафы и полки для образцов, лампы и т.п. Для контроля изменений подачи краски над каждой парой клавиш расположены цифровые дисплеи или электронные шкалы контроля. Отдельными клавишами изменяется общая подача краски и выбирается регулируемая секция печатной машины. Положительными сторонами такого устройства, во-первых, является наглядность процесса, так как необходимые клавиши расположены прямо под оттиском с печатной машины, и, во-вторых, большая точность таких регулировок. Значение могут меняться от 0 до 99 для каждого сегмента, что невозможно достигнуть на шкалах ручных регуляторов красочных ящиков.
Дополнительными удобствами выносного пульта является также возможность записывать полученные настройки на дискету и использовать повторно при выполнении этого заказа. Также можно программировать и держать в электронной памяти устройства цветовые профили под заданные марки красок и используемых бумаг, и одним нажатием перестраиваться к необходимым материалам. В этом же режиме можно менять параметры светлых, темных или полутоновых участков изображения, пользуясь стандартными профилями. Например, бывают ситуации, когда надо осветлить темные участки изображения, не трогая полутонов и бликов. В этом случае электроника, делает более мягкие и правильные коррективы. Часто такой пульт позволяет дистанционно выполнять приводку изображений.
Во-вторых, рассмотрим устройства, которые автоматически выполняли бы работу печатника по настройки подачи краски. Рассмотренные выше примеры лишь механизировали труд печатника, и облегчали удобство зонной регулировки.
Попыток создать устройства облегчающие процесс начального выставления подачи краски по ширине изображения, было много. Есть чисто программные реализации, когда, обрабатывая Poscript-файл, получают ряд чисел, характеризующих необходимую зависимость. Ведь с математической точки зрения этот процесс прост: для этого необходимо поделить изображение на вертикальные полоски по числу красочных винтов (или сегментов) и проинтегрировать количество печатных элементов в каждой из получившихся полосок. Далее получившиеся значения необходимо нормализовать, т.е. привести их к требуемому диапазону, например от 0 до 100, (процесс, также не занимающий много вычислений) и вывести их на дисплей или принтер.
На самом деле, конечно, не все так просто, ведь при этом не учитываются особенности ФНА, формных процессов и т.п., их влияние на конечный результат. Также процесс получения данных со станции верстки невозможен при использовании составной фотоформы, когда оригиналом для печатной формы служат несколько смонтированных пленок. Сейчас мы не будем углубляться в возникающие сложности и способы их решения. На сегодняшний день находят применение другие, может быть дорогие, но и более надежные и отлаженные способы решения данной задачи. Оригиналом для считывающих устройств можно использовать готовые печатные формы. Главным компонентом таких систем (Komori - PSS, Heidelberg - CPC3, Rolland - EPS, КВА - Scantronic, Ryobi - DEMIA, и др.) является специальный сканер.

Рис 5. Сканеры печатных форм DEMIA, PSS
В такой прибор вставляется готовая печатная форма, затем задается количество сегментов красочных ножей на используемой печатной машине и нажимается клавиша "Старт". Сканирующая линейка проезжает над нашей пластиной, и полученные данные отображаются на дисплее или распечатываются с помощью встроенного в прибор принтера.
Дальнейшие действия оператора понятны, он либо выставляет необходимые регулировки вручную на красочном ящике, либо на дисплее выносного пульта управления. В случае же использования пульта и сканера одной фирмы-производителя, и вовсе процедура сводиться лишь к переноске дискеты от одного устройства к другому или соединения этих устройств кабелем.
В заключение же этого подраздела рассмотрим устройство, которое не только облегчает процесс начальной подготовки красочного аппарата к работе, но и автоматизирует процесс регулирования подачи краски во время печати тиража. Система PDC-S, разработанная японской фирмой Komori, представляет собой выносной пульт управления, имеющий встроенный спектроденситометр.


Рис 6. Система контроля подачи краски PDC-S (от Komori и Ryobi)
Сначала этой системе дают настроиться, прочитав данные со цветопробы или Poscript-файла. Далее весь процесс регулирования краски сводиться к размещению время от времени на выносной пульт управления печатного оттисков, полученного во время тиража, и нажатия клавиш. Над бумагой проезжает считывающая головка денситометра, которая снимает информацию со специальной шкалы, размещенной на кромке листа. По необходимости, электроника дает команды на сервоприводы красочных ножей и корректирует подачу краски. Шкалы, в электронном виде, поставляются вместе с машиной и могут размещаться как в "голове", так и в "хвосте" изображения.
Подобные системы есть почти у всех производителей печатных машин.
Теперь заглянем на другой аспект качества продукции и рассмотрим устройства облегчающие получение точного совмещения цветоделенных изображений на печатном оттиске. В данном подразделе мы не будем обсуждать разницу между одно-, двух- и четырех красочными печатными машинами и говорить о различных системах равнения бумаги и схемах ее проводки. Считаем, что наша машина работает идеально и выдерживает все допуски по этому критерию. Взглянем на весь процесс получения и работы с печатными формами в целом.
Неотъемлемой частью машин для печати высококачественной продукции является системы штифтовой приводки. Основные составляющие таких систем и рабочие операции широко известны, но все же, пусть не обижаются на меня опытные полиграфисты, позволю себе повторить их и рассказать о технологии работы с формным оборудованием.
Исходным материалом для изготовления офсетных форм являются фотоформы, получаемые после компьютерной верстке на фотонаборных автоматах. Неотъемлемой частью процесса является монтаж пленок, который выполняется на специальном столе с нижней подсветкой. Контроль точности совмещения выполняется на этом этапе визуально с помощью лупы. При этом технология работы выглядит так:
В результате, при аккуратном выполнении всех этих операций, далее в процессе печати приладка занимает минимум времени.
Подробное перечисление этих операций даны не случайно, как видите, процесс выполнения этой работы далеко не быстротечен, трудоемок и оставляет возможность допущения ошибок. Поэтому в современных типографиях, при наличии большого количества работы на формном участке, рекомендуется использовать различные системы, облегчающие труд монтажиста. Идеальным вариантом исключения монтажных операций является применение, нашумевших в наши дни, аппаратов "Computer to Plate", когда готовые платины сразу выходят из фотовыводных аппаратов. В таком случае требуется только перфорация офсетных форм и установка их на печатную машину. Возможность допущения ошибок здесь минимальна и приладка перед печатью практически не требуется.
Но, в силу того, что устройства CtP пока не нашли широкого применения, ввиду дороговизны и некоторых других недостатков, используются и другие, промежуточные решения.
Одним из способов является использование встроенных перфорирующих систем обычных фотонаборных аппаратов. К сожалению, не всегда схема перфорации ФНА совпадает со схемами, применяемыми на печатных машинах (СНОСКА: Наиболее популярной является на сегодняшний день схема пробивки отверстий под названием Bacher, применяющаяся на фотонаборах фирм AGFA, ECRM и печатных машинах Ryobi, Heidelberg, Sacurai и др. Кроме этого известны некоторые другие системы: PROTOCOL, MONTALOCH.), поэтому этот путь требует дополнительных затрат и отладки. Хорошо, если имеется дополнительный механический перфоратор, способный пробить офсетные пластины также как и ФНА, в таком случае, из процесса полностью выпадает процесс монтажа (наиболее длительный по времени и сильно влияющий на количество ошибок). В таком варианте печатные формы готовятся с использованием этого перфоратора, для совмещения в копировальной раме используются штифты под него. Не беда, ес ли применяемая в этом случае сис тема перфорации не совпадает со штифтовой системой печатной машины, проблема легко решается с помощью второго, теперь уже машинного перфоратора.
Другим, кардинально отличающимся, решением является использование перфораторов с пробивкой отверстий на готовых печатных формах, ориентируясь на имеющиеся на них метки совмещения. В таком варианте этап монтажа также полностью исключается. Для работы достаточно ручного наложения фотоформ на офсетные пластины в копировальной раме с допуском плюс-минус 2 мм. Основная работа по выполнению работы по совмещению выполняется на специальном оборудовании. В качестве примера рассмотрим прецизионный перфоратор RP730 (High Precision Register Punch), используемый с печатными машинами Ryobi.

Рис 7. Прецизионный перфоратор печатных форм, использующий в качестве базы кресты
совмещения изображений
С его помощью достаточно навести с помощью клавиш специальные оптические прицелы на два противоположных креста совмещения изображения (для точного перемещения используются серводвигатели с шагом 0.01 мм) и нажать клавишу, как форма автоматически переместиться в горизонтальном, вертикальном и угловом направлении и перфорируется в необходимой точке.
Применяются и более дешевые механические перфораторы (например, RP220 у той же фирмы Ryobi или у других производителей), использующие тот же принцип.
Обзор различных автоматических систем печатной техники завершаем рассмотрением сложнейших систем контроля выходных оттисков.
Фирма Heidelberg производит специальные системы, основанные на стробоскопическом эффекте. Принцип их действия заключается в считывании заданных участков оттисков во время печати и дискретном выводе полученного изображения на телеэкран. В результате этого, на работающей с большой скоростью печатной машине, мы видим статическое изображение фрагментов изображения. Чаще всего, такому наблюдению подвергаются кресты совмещения и другие критические участки. За счет этого некоторые операции, такие как тонкая приводка или управление подачей краски и увлажнения можно производить без остановки машины.
Кроме этого, на последних модификациях машин SM-74 и SM-102 начала использоваться система Autoregister CPC-4. Считывающие датчики на передаточных цилиндрах машины настраиваются на две центральные метки совмещения и отслеживают совмещение разных красок на печатном оттиске. Если обнаруживается неприводка, то автоматически дается команда на радиальное или осевое смещение цилиндров и дисбалланс устраняется. Команда на корректировку вырабатывается после прохождения каждого листа бумаги. За счет этого, расположения цветов на изображении постоянно колеблется с мизерной амплитудой (сотые доли миллимитра) около точного значения. Таким образом эта система с обратной связью постоянно контролирует качество продукции.
Более развитая система PQA, установленная на печатных машинах Komori Lithrone, не только отслеживает фрагменты изображений, но и может анализировать содержимое всей картинки в целом. Эта система сканирует запечатанные листы и мгновенно сравнивает каждый лист с электронным отпечатком подписного оригинала, хранящимся в его памяти, определяя, например, марашки, капли воды на оттиске, тенение, отмарывание, царапины, несовмещение красок и дефекты бумаги. Такое устройство устанавливается на машины, имеющие два приемных стапеля (см. выше), и может производить сортировку печатных листов. В случае возможности устранения дефекта, например если идет рассовмещении красок, система автоматически исправляет дефект, если же идут трудно устранимые проблемы, то машина сигнализирует об этом печатнику, показывая на экране место их возникновения. Качественная продукция укладывается в основной стапель, а отбраковка во вспомогательный (рис 10, предыдущей статьи).
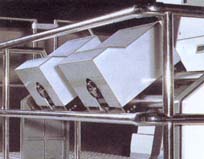
Рис 8. Камеры автоматического контроля качества
Упрощенная система контроля качества, Qualitronic, снабженная ССD-видеокамерами, и подающая звуковые сигналы при браке, есть также у фирмы KBA-Planeta. Она в случае брака останавливает печать тиража или отмечает испорченные листы.
Сейчас дело осталось лишь в создании системы, которая бы наряду с обнаружением неисправности, еще и устраняла бы причины самых разных проблем, например, регулировала бы приводку (о чем уже говорилось выше); подачу краски и увлажнения по зонам, подобно системам PDC-S, только на ходу; устраняла бы марашки и т.п. Учитывая, что прогресс остановить невозможно, даже такие фантастические системы вполне могут появиться в будущем.
В статье об автоматизации отдельных печатных машин было бы неуместно говорить о комплексной автоматизации печатных цехов. Все рассмотренные выше автоматические устройства печатных машин значительно облегчают условия труда печатника и позволяют достигнуть наивысшего качества и производительности оборудования. Но в случае их комплексного применения эффект увеличивается многократно. Централизованные системы управления, основанные на новейших электронных технологиях, дают максимальную продуктивность и прибыльность производства. Сегодня у фирм Polland, KBA, и Komori существуют законченные решения создания автоматизированного производства печатной продукции. В этом случае всеми процессами, происходящими в производственных помещениях руководит одна центральная вычислительная машина. Система совместно предлагаемая фирмами Rolland и Scitex называется PEM-PECOM (Process Electronic Management), KBA - OPERA (OPen ERgonomic Automatic system), Komori - PAI (Print Automatic Integration System). Центральная ЭВМ в реальном времени руководит всеми процессами, локальная сеть доносит ее команды и возвращает данные о текущей ситуации на участках верстки, изготовления форм, печатном и финишном цеху.
Рассмотрим подобнее новейший комплекс от Komori - печатный цех будущего Printroom 2000 на базе машин Lithrone, презентация которой была 17 апреля 1997 г. в европейской штаб-квартире фирмы в г. Утрехте (Нидерланды).
Со станций верстки электронное изображение направляется на интегрированную систему вывода пленок, металлических печатных форм и цветопробы PTP. Паралельно с этим, данные об изображении поступают на пульт управления печатной машины и автоматически выставляется зональная подача краски, настраивается спектроденситометр PDC-S и система контроля качества продукции PQA. Печатная машина готовиться к предстоящей работе: смываются красочные валики и цилиндры, раскатывается необходимая краска, снимаются старые формы и т.п. По данным, из центральной ЭВМ на систему AMR (Automated Make-Ready) автоматически настраиваются механизмы проводки и равнения бумаги, выставляются необходимые зазоры между цилиндрами. Связующим звеном всех этих узлов является внутренняя закрытая локальная сеть K-LAN.
Оператору остается лишь вложить автоматически приготовленные печатные формы в приемные лотки и подкатить к самонакладу необходимую бумагу. Приладка выполняется в полуавтоматическом режиме, машина сама добивается необходимого совмещения и по оттискам, расположенным на пульте управления с системой PDC-S регулирует необходимую подачу краски и увлажнения. После печати тиража, машина снимает с себя формы, смывает офсетные и печатные цилиндры.
Постоянно ведется контроль за всеми процессами, произходящими в типографии. Отслеживается техническое состояние оборудования, качество печатной продукции, система оперативно решает или сигнализирует о возникающих нештатных ситуациях, предлагая методы решения проблемы. Информация дублируется на мониторах управления печатной машины и в центре управления производством.
Иногда эти системы интегрируют в сложные програмные комплексы управлением производства. Так например система PAI (Komori) используется совместно с программой KEREN (AHD System). В этом варианте система кроме управления производством, ведет прием и размещение заказов, учет бумаги и других расходных материалов, занимается выписыванием бухгалтерских счетов и накладных актов. Программа контролирует загруженность каждой единицы оборудования, дает оперативные ответы на любые производственные вопросы и делает необходимые отчеты.
Цифровая передача данных позволяет освободить руководящий и рабочий персонал от административной деятельности, уменьшает горы бумаг на столах менеджеров. Вся электронная информация, заведенная один раз в систему, может использоваться для повторных заказов и для анализа работы типографии.
К сожалению, пока такие проекты для руководителей отечественных полиграфических предприятий лишь мечты: автоматизированных производств в нашей стране нет. Но учитывая растущие темпы перевооружения полиграфических производств, и насущную необходимость в таких комплексах, можно надеяться, что они рано или поздно появяться. По крайней мере, программные реализации систем автоматического управления полиграфическим предприятием уже используются в некоторых типографиях России.
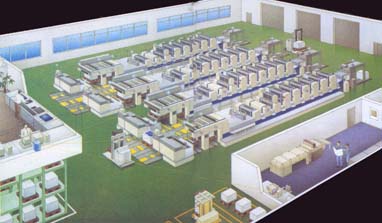
Рис 9. Автоматизированный печатных цех
В заключении, хочется сказать несколько общих слов о написанной статье. Источниками информации для меня служили опыт работы по обслуживанию печатной техники, общение с представителями фирм, производящих и поставляющих это оборудование, техническая документация, бюллетени и другие материалы. Если Вы заметите некоторые неточности, виной тому не моя тенденциозность, а недостаток информации об автоматических устройствах некоторых производителей. Целью публикации был обзор известных мне систем автоматизации печатного оборудования и желание познакомить наших полиграфистов с новыми веяниями в этой отрасли. Если у кого возникнет желание дополнить или исправить эту информацию, я жду Ваших откликов.
|
|
||||||
|
||||||